Bonding of rubber to metal
Methods are: hard adhesive method, adhesive method, brass plating method and direct adhesion method.
First, the hard adhesive method
This method is to paste or paint a hard rubber layer on the metal surface first, then paste the soft rubber to be bonded, and finally hot press vulcanization to form the whole. Hard glue in the raw glue content should not be too high, the amount of sulfur yellow is generally 30 to 40 parts, can add iron oxide to improve adhesion, the amount of about 20 parts, the bonding temperature can be doubled, more than 20 parts, performance decline. In order to prevent the free sulfur yellow in hard glue to soft glue layer diffusion, can be added between hard glue and soft glue with no sulfur or low sulfur semi-hard transition layer.

Before bonding hard glue to metal, first use hard glue material to prepare glue paste (solvent with gasoline, ratio 1:1.5), apply glue paste to the surface of metal to be bonded, after evaporating with solvent, stick hard film to metal surface, before bonding hard glue to soft glue, apply glue paste on the surface of hard glue, then stick soft glue.
Because the coefficient of thermal expansion of hard adhesive is bigger than steel and iron, so when the temperature changes, hard adhesive is easy to delaminate with metal core.
Cautions.
① The rate of glue content of hard glue should not be too high.
② The dosage of sulfur yellow is large (30~40 parts).
③ Appropriate increase the content of iron oxide (about 20 parts).
④ The vulcanization speed of sticky rubber should not be too fast, and the vulcanization speed of hard and soft rubber should be equal.
⑤ Add sulfur-free or low sulfur intermediate layer between hard and soft rubber.
⑥ Metal surface should be sandblasted and cleaned with gasoline.
⑦ Apply hard glue paste on metal surface, or apply to metal surface in the form of glue paste.
⑧ Use low temperature or gradually increase temperature for a long time to vulcanize.
Features.
① High bonding strength and good corrosion resistance.
② Simple process, suitable for the bonding of large metal components such as various rubber rollers, large chemical vessel lining.
③ poor heat resistance, the working temperature exceeds 70 ℃, the bonding strength drops sharply.
④ Poor dynamic fatigue resistance.
Recipe example.
①Hard rubber rollers.
NR 100, Fe2O3 20, zinc barium white 20, CaCO3 32, MgCO3 11, clay 60, Gummaron 2, asphalt 12, slaked lime 5.6, sulphur yellow 33.6.
②Solid core tire hard rubber.
NR 100, recycled rubber 33.3, ZnO 5, Fe2O344.4, clay 46.4, slaked lime 15, stearic acid 1.4, accelerator M 1.7, accelerator D 1.3, sulfur yellow 37.5.
Second, adhesive method
After the surface treatment of metal surface, a layer of adhesive is painted on the fresh surface, and then rubber is attached for vulcanization. The method is simple and practical, does not require the use of processing equipment, wide applicability, is currently the most widely used between rubber and metal method. The bonding effect of rubber and metal depends largely on the result of metal surface treatment and the nature and performance of the adhesive. For different metal materials, it is important to choose the right adhesive. The disadvantages of the adhesive method is the solvent is toxic, polluting the environment, damage to human health, poor storage stability
1, isocyanate adhesives
Mainly used for NR, CR, NBR and other rubber and steel, stainless steel, aluminum and zinc and other metal materials between the bonding. High bonding strength, simple operation process, oil resistance, solvent resistance, aging resistance, acid resistance, corrosion resistance, but heat resistance is not as good as the brass plating method.
Commonly used polyisocyanate adhesives.
① Sodium lek (JQ-1 adhesive): triphenylmethane triisocyanate, easily soluble in dichloromethane, dichloroethane or chlorobenzene as an adhesive. Generally 20% dichloroethane solution of triphenylmethane triisocyanate, less toxic than diisocyanate, oil resistant, fatigue resistant.
Note when using.
a. The coating should be thin, <10µm, maximum not more than 30µm.
b. Dilute the adhesive with pure dichloroethane at a ratio of 1:1 or 1:3 before use.
c.Operating environment humidity <60%~70%.
d. Generally paint 1~2 times, after painting, it needs to be dried, then apply a layer of protective adhesive or paste a thin layer (0.5mm) of film with hardness of about 60 degrees for transition layer, it is not suitable for direct steam vulcanization.
e. Sodium lek is easy to agglomerate, it is appropriate to use the injection pressure process and fast vulcanization method; if the molded production, the pressure must be 0.7~1MPa.
f. Should try to shorten the parking time after applying adhesive to before vulcanization.
g. When bonding NR or SBR and metal with lek sodium, use CR-phenolic resin as an intermediate layer, which can improve the bonding strength.
h. Isocyanate liquid mixed with a small amount of chlorinated NR rubber, can improve the bonding strength.
Example: Bonding of large rubber fenders
Steel plate is first sandblasted, degreased, painted with lek sodium adhesive, dried and painted with protective glue solution, a layer of high hardness (Shore A 82~85 degrees) rubber is added, and then NR is attached.
② 2,4-toluene diisocyanate (vulcabond TX), dissolved in ether or acetone solvent for use.
③ p-diphenylmethane diisocyanate (Hylene M-50) polar, chemically active, easily soluble in rubber, can directly form a chemical bond between rubber and metal, can also be vulcanized at low temperatures, high adhesive strength.
2、Chlorinated natural rubber adhesives
Mostly used for rubber and steel, aluminum, iron, zinc and magnesium and other metal bonding, high adhesion to CR, NBR and other polar rubber, NR, SBR bonding strength is low.
Composition: chlorinated natural rubber + solvent (toluene, chloroethane), a small amount of aliphatic hydrocarbon, ketone, ether or ethanol can be added as mixed solvent if necessary, adding resin, plasticizer and modifier, such as phenolic resin, alkyd resin, chlorinated polyolefin, aromatic nitroso compounds, DBP, etc., can improve the bonding performance of NR, SBR and metal.
The disadvantage of this method is that the initial adhesion is not good, and it is not easy to bonding molding. Improvement method: Application of CR – lek sodium mixed adhesive for the transition layer. Among the CR adhesive formula.
General-purpose CR 100, MgO 4, ZnO 5, antioxidant 2, dichloroethane 444
20% CR adhesive: 20% JQ-1 adhesive = 10:1
When applying mixed transition solution, the steel parts need to be polished, cleaned with solvent, coated with chlorinated rubber JQ-1 adhesive, dried for more than 40min, then coated with mixed transition solution, dried for 20~30min, then paste the adhesive and vulcanized.
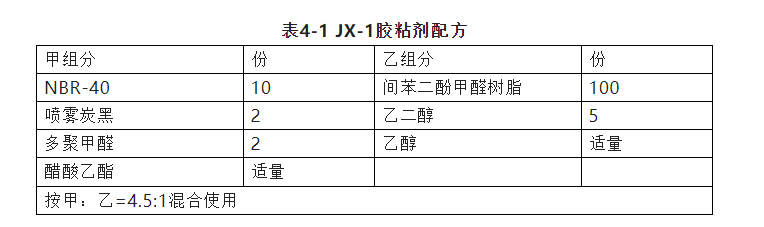
3、Nitrile rubber adhesive
Nitrile rubber + phenolic resin, commonly used varieties of JX-1 adhesive.
A suitable amount of metal parts grinding, washing, coated with JX-1 adhesive 3 times, each drying 10 ~ 20min, paste glue heating or room temperature vulcanization.
Such as heavy oil pipeline metal joints, metal parts flange joints.
4、Chlorosulfonated polyethylene adhesive
In addition to silicon, fluorine rubber can be bonded to almost all the NR, SR and metal.
5、Silicone rubber adhesive
In the manufacture of silicone rubber metal products, the use of adhesives containing silicone rubber. Silicone rubber must be added borate ester, titanate, organosilanes and other plasticizers.
6, coupling agent class adhesives
There are mainly silane class and titanate ester class two categories. Can be used for fluorine rubber, silicone rubber and metal bonding. The vulcanization system of the adhesive material to amine is appropriate, can not be used peroxide.
Silane coupling agent adhesives, such as CK-1 adhesive and Chemlock adhesive, can be used to bond a variety of rubber and metal bonding.
Chemlock 608 formulation.
γ-aminopropylbenzene triethoxysilane 8, vinyltriethoxysilane 4, methanol 78, water 9, hydrochloric acid in small amounts (pH adjustment).
CK-1 adhesive with chlorinated rubber, the bonding strength is higher.
Recipe: chlorinated rubber 15, γ-aminopropylbenzene triethoxysilane 2, toluene 85, water 5
High stability to moisture, metal surface can be left untreated.
Adhesive bonding unvulcanized adhesive and metal, bonding strength is also directly related to the bonding process, such as the metal surface treatment conditions, the number of times the glue, the amount of each application, glue temperature, humidity, drying time and degree of drying, curing time and temperature, etc.. Metal varieties of adhesives have selective.
7, Chemlock (CHEMLOK) series adhesive properties and selection
Chemlock adhesive is the United States LORD (LORD) company products, introduced 30 years, with high bond strength, stable quality, easy to use, and world-renowned, widely used in a variety of rubber and metal bonding.
(1) commonly used varieties and classification
Divided into three categories: 1 primer type, 2, surface coating type, 3, single coating type, varieties
(2) the characteristics of Chemlock adhesives
Primer type adhesive (CH205) features
①Can bond a variety of metals: cast iron, carbon steel, stainless steel, alloy steel, aluminum, aluminum alloy, copper, copper alloy.
②Good adhesion with top coat type adhesive.
③Good anti-rust property, can protect the metal surface.
④Good environmental resistance.
⑤It can also be used as a single coating type adhesive of NBR, i.e., when bonding metal and NBR, it is generally not necessary to choose a top coating type adhesive.
The characteristics of the top-coated adhesive
①By correct selection, it can be bonded
